
When designing sheet metal parts, bending plays a crucial role in shaping the final part. Proper bending design can improve strength, functionality, and appearance while minimizing waste and production costs. However, essential factors must be considered to ensure that the sheet metal bends accurately and consistently.
This guide explains sheet metal bending and provides essential tips for achieving optimal designs that meet aesthetic and functional requirements.
What Is Sheet Metal Bending?

Sheet metal bending is a process that shapes flat metal sheets into angles, curves, or other complex forms without damaging the material’s integrity. This process is essential in manufacturing parts for various industries, including automotive, aerospace, and construction.
The bending process works by applying force to the metal, causing it to deform along a straight axis. This is usually done with machines like press brakes, which use a punch and die to bend the metal to a specified angle. The metal sheet is placed on the die, and the punch presses down, forcing the sheet to conform to the shape of the die.
A key advantage of sheet metal bending is that it can create parts with different shapes and sizes from a single piece of metal. This eliminates the need for welding or joining, preserving the material’s strength and reducing weak points.
However, sheet metal bending requires precision. Factors like the thickness of the metal, the material type, and the desired bend radius must be carefully considered to avoid issues like cracking, wrinkling, or springback. This process demands accuracy to ensure that the final product meets both design specifications and functional requirements.
Tips for Sheet Metal Bending Design
Here are the top tips to follow when bending sheet metal design:
Consider the Bend Radius
The bend radius is one of the most critical factors in the sheet metal bending technique. It refers to the inside curve of the bend and has a direct impact on the quality and durability of the bent metal part. If the bend radius is too small for the material’s thickness, the metal could crack or lose strength at the bend. To avoid this, it’s essential to follow a general rule: the minimum bend radius should be equal to or greater than the thickness of the metal.
For example, if you’re working with a sheet that is 1 mm thick, the bend radius should ideally be 1 mm or larger. Different materials may allow for tighter or more flexible bends, but maintaining a proper bend radius in most cases ensures the metal can be bent without compromising its structural integrity. Larger bend radii also make bending easier, reducing the stress concentration at the bend.
Account for Springback
Springback is a phenomenon where the metal tries to return to its original flat state after bending, which can lead to the bend being less sharp or less angled than intended. This happens because the elastic properties of the metal cause it to “bounce back” slightly after the bending force is released. If not accounted for, springback can result in parts that don’t meet the intended design specifications.
To manage springback, the bending process must slightly over-bend the material. The amount of over-bending required depends on the material’s properties—softer metals like aluminum exhibit less springback, while harder metals like steel may require more compensation. Understanding how much springback a material typically exhibits allows for precise bending angle adjustment, ensuring that the final result matches the design.
Maintain Consistent Bend Direction
In sheet metal design, minimizing the number of bending directions is beneficial. Designing all bends to go in the same direction reduces the need for tool and setup changes, which speeds up the manufacturing process and lowers production costs. This is especially important in high-volume production, where efficiency matters.
Bending in a single direction also helps reduce material stress. When bends are made in multiple directions, the metal experiences more strain, which can weaken its structure or cause warping. By keeping bend directions consistent, you help maintain the integrity of the metal and ensure a smoother, more efficient production process.
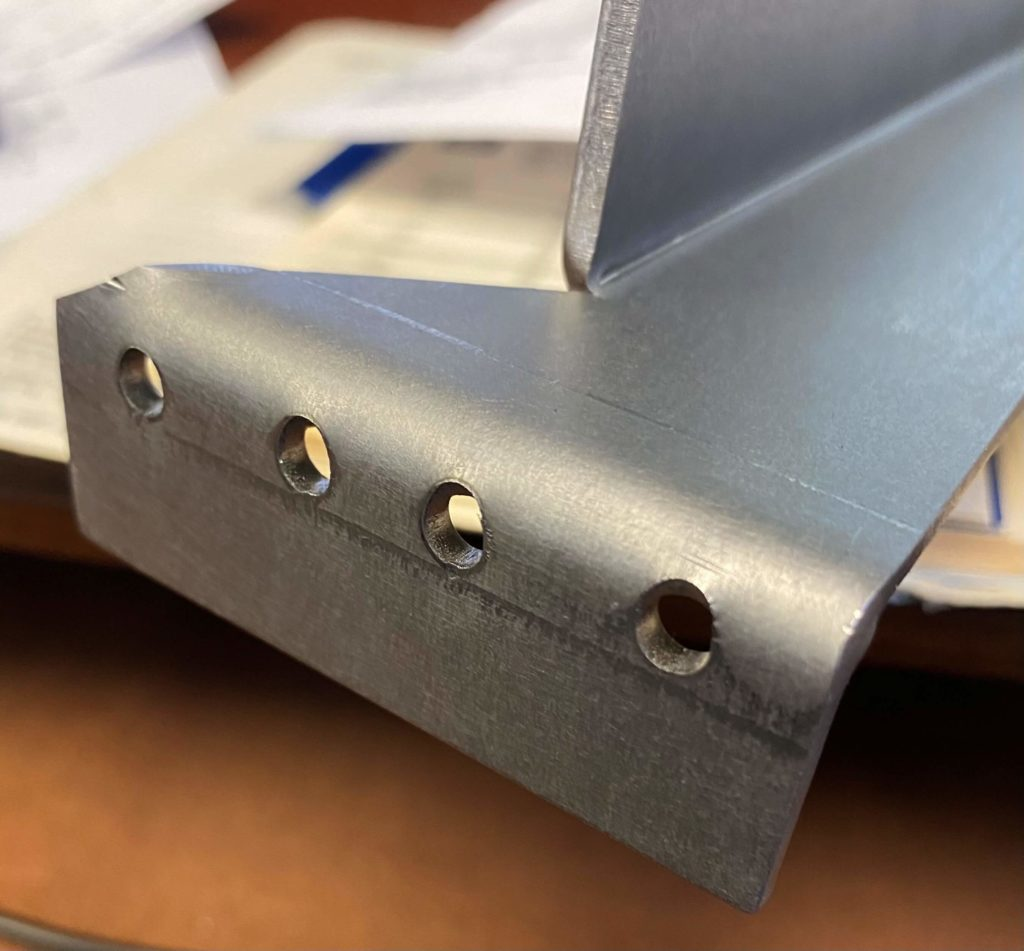
Leave Enough Space Between Holes and Bends
Placing holes or cutouts too close to a bend can lead to deformation, cracking, or other unwanted defects. The metal around the hole weakens, and the likelihood of damage increases when that area is also subjected to bending force. Maintaining a safe distance between holes and bends is essential to prevent these issues.
A commonly recommended guideline is to place holes at least 1.5 times the material thickness away from any bend. For example, if the sheet metal is 2 mm thick, holes should be at least 3 mm from the bend line. This spacing helps ensure that the metal retains strength and that holes remain intact and properly shaped after bending. In cases where holes are necessary near a bend, additional considerations such as reinforcing the metal or adjusting the bend angle may be required.
Use Relief Cuts for Complex Bends
Relief cuts are essential when your design involves multiple bends nearby or sharp angles to ensure a clean and precise bend. Relief cuts are small incisions or slots made at critical points on the sheet metal, usually at the edges or corners, to prevent tearing or warping during bending. These cuts allow the metal to bend more freely and relieve the stress that would otherwise accumulate in areas with complex bends.
For instance, if you are designing a box or enclosure with sharp corners, relief cuts can prevent the material from distorting or cracking as it is bent into place. Metal may fold unevenly without relief cuts or cause stress fractures at the bend points. Strategically placed relief cuts help maintain the overall shape and ensure that the final product remains structurally sound, especially in designs where precision is critical.
Minimize Bend Lines Across Grain Direction
The grain direction of sheet metal refers to the alignment of the metal’s crystalline structure, which occurs during the rolling process. Bending across the grain—rather than with the grain—can lead to cracking or breakage, as the material is more susceptible to stress along its grain lines.
It’s important to bend with the grain whenever possible to minimize the risk of failure. Bending parallel to the grain allows the metal to deform more easily, reducing the chance of cracks. If your design requires bending across the grain, using a larger bend radius can help to distribute the stress more evenly and avoid damage. Understanding the grain structure of your material and planning the direction of bends accordingly can significantly improve the quality and durability of the finished product.
Ensure Tolerances for Bending

Bending a sheet of metal changes its geometry, which can impact the overall dimensions of the part. To ensure a proper fit in assemblies or final products, it’s essential to account for these changes by establishing and accommodating tolerances in the design. Tolerances refer to the allowable variations in dimensions caused by the bending process, and they ensure that even with minor deviations, the part will still function as intended.
When a sheet metal part is bent, the outer surface of the bend stretches while the inner surface compresses, which can slightly alter the size and shape of the part. By building tolerances into your design, you provide a margin for these variations, allowing for slight differences without compromising performance. Tolerances must be carefully calculated based on the material type, thickness, and complexity of the bend to ensure that the final part maintains its functionality.
Plan for Tooling Availability
One of the most practical aspects of sheet metal bending design is ensuring that your design can be manufactured with the sheet metal bending tools available in the production facility. Different machines and tooling setups, such as specific punch and die sets, are used for different bends. Designing a part with features that require specialized or unavailable tooling can slow down production, increase costs, or even make the design unfeasible.
To avoid these issues, it’s essential to consult with the manufacturing team or review the shop’s tooling capabilities during the design phase. Standardizing bend radii, angles, and features based on available tools helps streamline the process, reduces the need for custom tools, and ultimately lower production costs. Additionally, considering the tooling limitations will help you avoid overcomplicating the design and ensure the part can be made efficiently. Planning for tooling availability ensures a smooth transition from design to manufacturing.
Conclusion
Sheet metal bending design parts require careful consideration of factors like bend radius, springback, grain direction, and tooling availability. By following these essential tips, you can avoid common issues such as cracking, warping, and misalignment, ensuring that your parts are functional and cost-effective. Thoughtful design improves the manufacturing process’s efficiency and enhances the final product’s quality and durability. These principles will help you create optimal sheet metal designs that are ready for production regardless of what you need to work on.
